シート成形機【曲げ/切断/刻印/加熱/冷却/直動機構/揺動機構/回転による直動機構/シリンダ/リニアガイド/ねじ駆動/モータ/ベアリング/リニアブッシュ】 → http://jp.misumi-ec.com/ec/incadlibrary/detail/000308.html?cid=cid_jp_m_mech_20160318_8271_000308_2
その他のユニット事例はコチラ → http://jp.misumi-ec.com/ec/incadlibrary/?cid=cid_jp_m_mech_20160318_8271_000308_2
—–
仕様
目的・動作
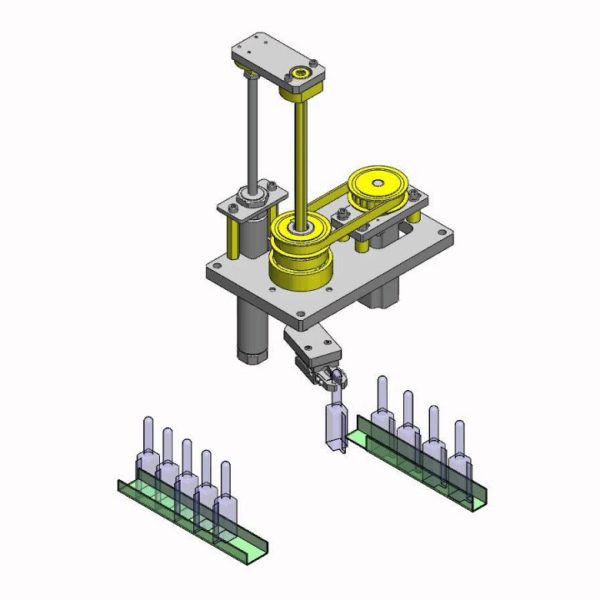
樹脂シートの先端部をU字形状に塑性加工する
環境・操作性
オペレーターが樹脂シートを加工テーブル上にセット、起動ボタンで①樹脂シートをクランプ②ロールバーが180°回転(樹脂シートU字曲げ)③ヒータが左向走行開始、120mm/2.3sec④ヒータONタイマー作動⑤ヒータが樹脂シート右端まで移動➅樹脂シートを加熱走行260mm/4.9sec⑦ヒータ走行20mm/0.4sec⑧ヒータ左端(ストローク端)停止⑨ヒータ右向開始⑩樹脂シートを加熱走行⑪ヒータOFF(タイマー動作による)⑫ヒータ右端停止。エアブローを併用して加熱、右向走行時ヒータ停止、エアブロー走行などの最適条件をトライにより決定する
対象ワーク
形状:樹脂フィルム
サイズ:260x45xt0.7[mm]
特徴
動作仕様・寸法
シートクランプストローク:100[mm]
シート回転角度:180[°]
加熱ヒータ:1[kw]
ヒータ走行部ストローク:474[mm]
走行時間:7.5[sec](可変速)
外形寸法:W987×D455×H514[mm]
必要精度・荷重
位置決め精度±0.2[mm]
主要部品の選定根拠
ヒータ選定
加熱温度250°±30°常温圧縮空気吹き付け調整(トライによる)
熱風ON-OFFは走行時タイマーによる。
加熱時間15sec(往復動作時)
設計ポイント
主要部品の計算工程
荷重に耐え得るトルクを有すモータを選定する
テーブル部荷重:M=7[kg]
台形ネジリード:L=0.004[m]
駆動部効率:η=0.26、
ガイド摩擦係数:μ=0.15
モータ起動トルク:TM=0.28[N・m]
スピコンモータ回転数範囲:n=90~1400[rpm]
モータ回転数:N=60×V/L
=60×53/4
≒800[rpm]
負荷荷重:F=μ×M×9.8
=0.15×7×9.8
=10.3[N]
負荷トルク:T=FL/2πη
=10.3×0.004/2×3.14×0.26
=0.026[N・m]
よって T<TM
構造の作り込みと設計の勘所
シートクランプはガイド付きシリンダを使用してコストダウンを図る
シート回転はロータリーアクチュエータにストッパーを設け曲げ量を調整可能とする
ヒータはネジクランプ式の固定で交換しやすくし、走行精度・停止精度はラフ仕様の為台形ネジと小型標準スピコンモータを使用
熱風温度はヒータ吹き出し部で450℃。温度調整用としてエアブローノズルを設ける
加熱時間はトライにより決定。加熱時間15sec前後(往復)
検索コード:#UL308
—–
チャンネル登録はコチラ → https://www.youtube.com/channel/UC90Gu4PkO9dNs-pJ3HZzXwQ?sub_confirmation=1
使用部品はコチラ → http://jp.misumi-ec.com?cid=cid_jp_m_mech_20160318_8271_000308_2
MISUMI-VONA|ミスミの総合Webカタログ|FA・金型部品、工具・消耗品などの通販・検索サイト
ハッシュタグ #inCADLibrary #UL308
- 溶接ワークセット治具【供給/排出/クランプ/チャック/溶接/手動ワークセット/直動機構/直動による揺動機...
- マガジン順送り機構【リフト/水平搬送/仕分け/分離/直動機構/カム/カムフォロア/リニアガイド/リニアブ...