【書き起こし】(2) 1 拡管型抽伸加工法の開発
(00:00) はいそれでは各クラブの中性化工法の開発に関しまして発表させていただきます 会まずはじめに京急背景です 関西にはパイプたのですねまあへ作業機や自動車の日に広く用いられておりへその炎管 材の製造に注視加工が用いられております a子の中心確保は 継続材料をや今回の場合はパイプなど防衛大すると呼ばれる部品に通して低いことに より ダイソーなかな k ちょうど同形状の製品を製造する加工方法となっております でこの中心学校のメリットとしまして えひっか後攻かといえば金属が減っ計制度より辛くなるといった性質を用いた強度向上 であったりとか の寸法精度は高くへ一加工などの a は切削といった削る加工が不要であるといった 低下挙げられます a それに対しまして中学のデビリットもあります まず1つめてぃ装置の前兆がござい ようこの制度へ使うパイプですねろ3倍以上となってしまい製造ラインがなくなって しまうといったデメリットや
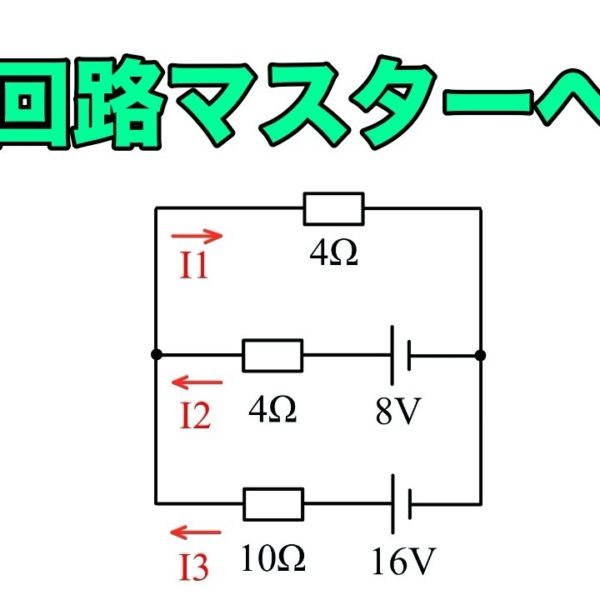
(01:08) 一番朝の下に時より限界があり 秒この1回引き抜く際のリカーズ変化ですね をに火の鳥は減るかっていうたり限界があり より薄ピンクの間を製造しようとした場合に何度も 中止が功をやらなければならずそれは生産効率の低下につながってしまうといった デメリットが挙げられます そこで本研究室ですよねえ従来の主観による中心 ではなく らしく各巻により中心を提案させていただきました でこちらどういうことかと言いますと カーターディエスもいたしますとこちらが中心多くなった際の加工米の断面とを書こう 号弾名なんですけれども カードダメですが今後の買うダメなんですけども 従来の好き感じより中心では加工梅の段目に比べて加工後の方がより 縮んでいるというのがわかると思うんですが新しい 日間柳州市が後方では不幸前の断面に比べて加工後の方がより広がっている 辰平になっていると思います この確約が中心角オベリットとしまして結び
(02:15) 政府が来の短縮が図れます これは 従来の方法では先ほど申し上げたように装置の前兆がございの3倍以上となっていたの ですが から視覚化によりジューシー加工方へは 従来と卓司 こちらのプラグは中を通る機構であるため調整すかカードであると考えられます 迎撃の効率化がもう滑りとして挙げられます 従来の主観により調子加工法では 先ほど申し上げように感化売り縮む食べ の円周方向に対して圧縮度力が働いております そのためかご 犬見返せるこちらの力に対してそれが様体に働いており 感を迎撃させているたってさあふさわしい条件であると言えません それをいたしまして新しい各管理宇宙人加工には a 管材の円周方向に引っ張りの力 が働くためその力は 感を展示する地下に対して妨げる要因を働かずむしろ 助けるような働きとなっておりますそのため各館
(03:21) は離活を減少させるに洗ってより効率が良い方法であると言えます s 次へペア手法につい方に勧めいたします こちらの絵書く方中心加工法はエッグ正華皇帝と忠信孝悌と以降体に大きく分けており まして まず書士ベリー プラグ用えっ買う際のタブに押し込み感を折檻とセンターを核監視 忠信孝悌の技術科ビブオ制限いたします雪原を中心孔ておきまして えっ すかりぶをチャック柄柄日か絶対をプラ事そこで客観していきます 次実際にを代わっている血虚代表についてですまた一つ目の口よく法廷で起きましては 様々な情景で実験を行い a 適切な条件であったり口を限界といったものを結党して おります こちらが実際に使用している掃除の概略図絵師てこちらの早朝を用いて 雇用にプラグを管理落ち込んで広げるといった実刑を行っております 次忠信孝悌におきましては中心立件をお題
(04:33) 各巻中止抜けるゲーティング率や説法星型とを測定しております こちらも先ほど うちので先ほど実験とはまたちょっと違う装置を用いているのですがやっている事とし ましては た後かんっ から退き行くことによって各巻中心を行っております それは実際の映像となっておりますこのように感を 可能だかをプラグを通すことによって中心を行っております 以上で私の結球と発表させていただきますご静聴ありがとうございました