キャンペーンリンクはこちら!
https://www.osg.co.jp/news/2023/03/campaign.html
スレッドプロはこちら!
https://www.osg.co.jp/media_dl/thread_pro/
【書き起こし】(3) タップ加工に悩むならスレッドミルがあります!特徴と簡単なプログラム作成を解説!OSG AT-1,AT-2 –
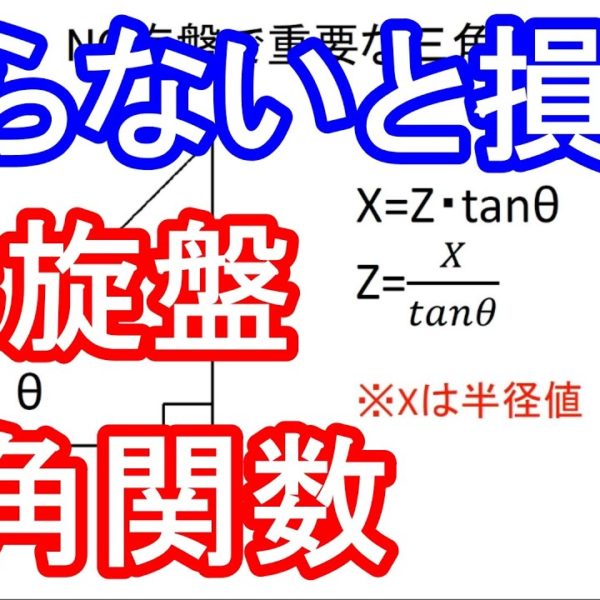
(00:01) なんとか重工です。よろしくお願いします さて、皆さん転造タップは使われていますか? 何本か転造タップをお勧めする動画をアップしましたが、転造タップを使ってみてその良さに気付いている頃かと思います 転造タップだけでメネジを加工できるかというとそうではない領域がありますよね 本日はテーパーメネジと高硬度材へのメネジ加工の2つの内容をやっていこうと思います この2本を加工するのはOSGのスレッドミルシリーズのAT1とAT2でやっていきたいと思います こちらにSUS304の穴あけ済みの材料があります こちらで加工していきます テーパーネジといえばテーパータップが良いと思いこちらを用意しました RC1/2タップになっています 先端と根元の径が違いテーパーになっているタップです 普通のタップであれば先端で切削し終わって、側面の刃はさらっていく程度の刃の役割分担となります テーパーネジは工具先端が細く、工具根元が太くなっています 最終的に刃が全部ベタ当たりするので非常にトルクの加わる加工です
(01:31) 色々と悩みどころの多いタップですね では、こちらのタップ加工を実際にSPEEDIOで加工していきます。 その後、こちらのOSG、AブランドのAT1、スレッドミルで加工していきます どんな違いが出るかやっていきます ベンチマーク的な意味合いも込めて、まずテーパータップを普通に加工してみたいと思います 本来はBT30でRC1/2タップをやるなんてことはありません ですがブラザーSPEEDIOをS1000ハイトルク仕様ですのでSUS304でもギリギリいけるんじゃないかな? 出来ないかもしれません そこら辺はちょっと分かりません どんな加工なのかやっていきます 比較的、大径なテーパータップでタップ加工をやっていきます こちらのタッピングスプレーでやりたいと思います ご覧の通り太さは私の親指くらいです では、やっていきます どれぐらいのトルクが掛かるのか見たいということでこちらにiPhoneをセッティングしました
(02:43) 主軸負荷の状況をお伝えしていきます こちら注目してください 出来ることならばやりたくない加工です が、やっていきます さあ、いきます いきますよ? いやーこれはやりたくない 加工を開始しました 主軸負荷が上がっています 一応、できましたね テーパータップというのは、こういうことなんですよ。 深くなればなるほど負荷が増大していきましたよね。 これはなぜかと言うとテーパーであるがゆえに刃が全部、素材にベタ当たりします これRC1/2で言うとタップ深さ25mmです。 25mm分の刃がベタッと当たるんで非常に負荷が大きいです。 次はスレッドミルチェックしていきたいと思います
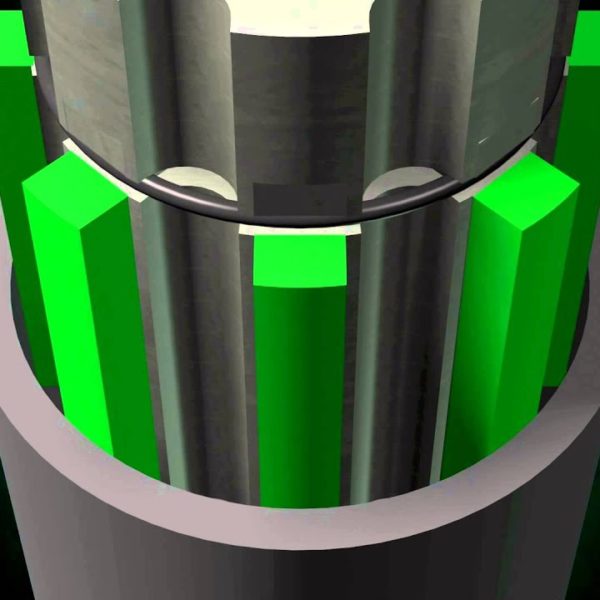
(03:57) こちらスレッドミルをスタンバイしています 非常に美しいコーティングのAT1です。 ワンパス加工可能です。という意味のAT1の1です。 ちょっと見ていただくとわかります通り少し違和感があります ねじれ方向が普通のエンドミルと逆ねじれなんですが回転方向は正転でかつ送り方向も普通のダウンカット 逆のねじれによってエンドミルの根元の方から刃が当たるということで倒れが非常に少なくなる。 それによって、1パス加工が可能になったという工具とのことです。 テーパーネジのスレッドミル加工のプログラム作成は実は難しいんです。 テーパーのスパイラルをプログラミングしないといけないということで非常に難しいです OSGはその辺りを考慮したプログラム作成ソフトスレッドプロというソフトを公開しておりますのでそちらの方で作成しました。 加工をご覧になった後にそちらの解説をしたいと思いますがとりあえず加工を見ていただきましょう 径補正を確認しておきたいと思います
(05:06) こちらの工具系補正。 ケースに5.268と書かれた、参照補正値があります。 参照補正値をそのまま入れると、仕上がりの若干手前で加工が完了します。 ここから補正値をちょっと追加して一発加工の 補正値を探していくというところになります。 加工したいと思います まずスレッドミル、ダウンカットでやろうと思うと穴底まで移動する必要があります ネジの回転方向が決まっているのが理由です。 回転数はS1833です。 送り速度はF44です。 その加工条件は私は設定しておりません スレッドプロでは、型番、材質を選択すると自動で条件が設定されてプログラムが出てきます お手軽にスレッドミルのテーパーねじ加工が可能です
(06:32) そういった具合で ちょっと喋ってる間に加工が終わりました ではゲージチェックをしていきたいと 思います OSGのテーパーネジのゲージ R1/2となっております RCタップのゲージです。 2段になっています。 この下側の方のフラット面 の間にこの端面が来ればOK判定ができるゲージです。 チェックしていきたいと思います フラット面がここでゲージの下の部分、下限値が手前なのでまだ入っていないので、径補正を追加して再度加工したいと思います 結構、手前だったので工具径補正は0.05mmほどマイナスしたいと思います。 プログラムはそのままで加工します。
(07:48) ではチェックしていきます 下限のゲージがOKになったところです。 このフラット面の真ん中の辺りに合わせたいんで同じく0.05mmぐらい追加したいと思います 再度、加工します 非常にちょうどいいところでOKとなりました AT-1の径補正のセッティングができたので、本当に1パスでOKなネジができるのかチェックしていきたいます。 今回は加工負荷の動画も見てください。 RC1/2タップで加工した場合は非常に主軸のトルクをマックスまで使い切ったような加工をしました。 さあ、スレッドミルだとどうなるでしょうか?
(08:57) こちらのまだ加工していない穴に 今から1パス加工をやっていきたいと思います 主軸のロードメーターは上がってません。 ロードメーター全然上がらないですね。 径補正は先ほどセッティングした、5.168です。 加工終わりました。 ではチェックしていきたいます。 ゲージチェックOKとです。
(10:03) 素晴らしい。 セッティングで加工したものよりも、1パス仕上げの方が若干、手前です。 0.05mmで仕上げしたものに対して、1パスで仕上げ加工しておりますので、わずかに手前ですが、ネジゲージの合格ラインには余裕で入っています。 ワンパス加工できました。 使い方の解説 ますネジの種類を規定する必要がありますので RCテーパーネジを選択します。 メネジ、右ネジで、ネジの呼びは任意のサイズに変更します。今回はRc1/2です。 するとピッチ14になっています。 一インチあたり14山という意味です。 ネジ立て長さや下穴径は自動で入っています。 下穴径18mmで用意するという意味です。 使う工具の型番を選びます。 今回はこれを選びます。 次へをクリック。 被削材はSUS304なのでSUSを選びます。 算出された条件はそのままでいいです。 次へをクリック。
(11:14) そしてCNCタイプは私の機械はブラザーなのでブラザーを選択します。 諸々、適合したものに変更します。 アブソリュートかインクレメンタルで言うとインクレメタルの方がいいと私は思います。 これも状況に応じて変更してください。 加工する穴の中心座標設定します。 X80 Y-13.5でZの高さは0ということで設定してます。 工具番号も重要です。 使う番号88番に変えておく。 工具長オフセットも合わせて変える 工具系オフセットも重要です。 変えておきます。 これで実行を押せばプログラムがご覧の通り出力されます。 私の環境の場合、%が邪魔なのと、トップの出ている文字がエラー出ますので消します。 そしてG21もエラーが出るので消します 最後のパーセントも消します クーラント指令も入れておきたいです。 センタースルークーラントのMコードのM494を追加します。
(12:32) M495でセンタースルー停止の指令を追加します。 これでコピーを押します。クリップボードにコピーされます。 いつも使っているデータ形式で保存していただければなと思います。 あとは保存したデータをいつも使っているUSBなり、転送ソフトを使って、機械の方にデータを入れれば、加工データの準備ができます。 スレッドミルAT1は、問題なく、SUS304にテーパーネジが1パス加工ができました。 ちなみに今チェックしましたこのネジゲージもOSGの製品です ねじといえばOSG。 タップ、スレッドミル、ゲージまで全て用意してあります。 流石です そしてタップに比べて負荷が低いというところだけがメリットではない。 その理由を見ていきたいと思います。 タップ加工を行いましたネジ穴です。
(13:43) スレッドミル加工を行ったネジ穴です。 両方とも、RC1/2のネジができています。 しかし、違いが見てわかると思います。 タップ加工の方が深いところまで加工しています。 タップ先端が素材上面から25mmまで切り込んでいます。 対して、こちらスレッドミルの方は13mm程度しか切り込んでおりません。 テーパータップにありがちな、ポケットからの小さい穴みたいな感じで、タップが深く入れられないシチュエーションあります。 深く加工できない時に、タップで加工する場合は今回使ったタップではなく、短ネジと呼ばれる、短いタップで加工しないとこのテーパーの ゲージがいいところまで入らないです。 タップ深さに制限がある場合は、タップを別の短ネジというものも用意する必要があるに対して、スレッドミルの場合は1本あれば十分できるというメリットがあります。 というのに加えてですね。 こちら、後ほどアップで撮りますが、
(14:54) ストップマークというテーパーの刃がベタ辺りしていることによって、タップが止まった瞬間の刃先の痕が残ってしまいます。 普通のタップだったら先端だけで切って残りさらっていくのでストップマークは残りづらいんですが、 テーパータップの場合は全部の深さに刃が止まった痕が出ます。 拡大して見ていきたいと思います ここですね。 ここにタップの先端の刃がピタッと止まった後が出てます。 今回使用しましたタップなんですがスパイラルタップです。 ストップマークうまく非常に散っており ましてですね、こういった流れでストップマークしているのであんまり目立ちませんが 直刃の場合、ビタビタビタとストップマークが出ますが、 スパイラルタップなのでうまく散って ちょっと目立ちにくい感じにはなっています。 しかし、よく見ると、それぞれ段階的にストップマークが出てます。 テーパータップで加工すると絶対に出てしまうのがストップマークなんです。
(16:08) テーパータップを使用する場面は、シール性を重要視します。 問題が大きくなっていないので長い歴史でテーパータップで加工されているのですが、 一応、このような現象が出てますよ。という、共有です。 ちなみにスレッドミルで加工したテーパータップなんですが、加工深さが非常に浅くても必要分のネジが切れている。という点に加えて、 非常に品質が良い、ネジになっています。 ご覧の通り不具合の出る突起などはございません。 非常に品質の高いネジが加工することができます 高硬度材にネジ穴加工ができるAT2のレビューをやりますが、その前に一つお知らせがございます。 先ほどテーパーネジで使ったAT1に加えて、 今から使うAT2のキャンペーンをOSGが行っています。 5月10日まで1本購入すると1本プレゼント
(17:22) 実質、半額のキャンペーンやっていますのでこの機会にキャンペーンを利用してスレッドミルを使ったことない人はぜひ試してください。 スレッドミルをもうすでに使っているという方はお得にスレッドミルを購入してみてはいかがでしょうか? というわけでAT2で高硬度材に直接ねじ切り加工をやっていきたいと思います こちらのセンタリングバイス、実は非常に硬いですので、これに加工をしていきたいます。 こういった形で、非常にフラットでネジ穴も何もないです。 位置決めの治具を付けたくても付けれないです。 ですので、ここにネジ穴加工をしてやっていきます。 本当にこれは硬いのか?と思うかもしれませんが、ぜひ見ていただきたいです。 硬度チェックヤスリの中でも最も硬いHRC65のチェックでも刃が立たない程度の硬度がある ヤスリでチェックなのでどこまで正確かわからないんですが60前後はあるという非常に硬い材料となっております
(18:43) こちら今から加工で使うAT-2です こちらをセッティングしましたAT-2ですが、 穴入り口から穴底に向かって加工していくにあたってダウンカットをしたいがために、左刃、逆回転仕様になっているのでご注意ください テーパーネジを加工する時は穴底から切り上がっていく形だったので正回転でもダウンカットで加工できましたが 今回は穴加工とネジ加工を同時に行うため、 穴入口から穴底へ向かっていく都合で、ネジの回転方向に合わせて左刃、逆回転仕様でダウンカットで加工できるようになっています。 加工していきたいと思います。 ご覧のようなセッティングで加工を今からやります 推奨条件を見たところクーラントをかけるのではなくてエアブローが推奨となっていました。
(19:52) ですので、エアブローでやっていきます。 カメラを機械の中に入れています。 プログラムはもうすでにスレッドプロで作成して機械の中に入っていますので今から加工して いきたいと思います。 スレッドプロで作成していますのでM03(正転)が入ることなくM4(逆転)で入っています。 ここからシングルブロックを外します。 正直に言うとテーパータップをやった時と同じぐらいの緊張感があります。 HRC60ぐらいはあるはずなので。 やっていきたいと思います。 動いてるか 当たったか。 今、当たったな。 削ってますね。 見た目ではわかるが、音はほぼない。 (機内カメラの収音で加工の音音が聞こえるが機外体とほぼ聞こえない)
(21:13) 今、ワーク原点でZ.3mmを通過しました。 3mmを通過しました 深さ9ミリ超えて 9.78 約10mm どこまで行くねん? どこまで行くねん? 加工終わりました。 加工ができたようです。 ドキドキしましたけど普通に加工は終わったようです。 入らないですね。
(22:19) では径補正を追加して加工します。 チェックします。 径補正に-0.03mmの追加でゲージが入りました。 止まりゲージもOKです。 ご覧の通り、高硬度材にM6が加工できました 正直な感想を言うと、拍子抜けするぐらい普通でした
(23:34) キンキン音がしたり、火花が散ったりとかそういうのがあるのかなと思ったんですが、ありませんでしたね。 普通に加工できた いかがだったでしょうか? 意外と普通に高硬度材をネジ立てできました びっくりしました 高硬度材のねじたてと言えば、焼きを入れる前にタップ加工をして、焼き入れ出して、でその結果、高硬度材にもネジが立っているというような方法が一般的だと思っていたんですが もう時代は変わっています 高硬度材になった後にネジ立てできます 非常に世の中の進捗を感じざるを得ない状況となっています 皆様いかがでしょうか? 例えばバイスの口金にネジを立てたりとか 自分ところで使う治具、工具の追加工にネジだてができるようになりました。 設計者の立場では、例えば焼き入れしたことによってネジが歪んで、ネジが入らなくなってしまったという経験がある。そんな話を聞いたことがあります。 そういったところも焼き入れ後にネジを立てることによって、当然、歪んでないネジ穴ができます。
(24:46) 後戻り、修正等がなくて、設計の段階で取り入れておくと非常に有利な情報かと思います。 最後にもう一度お知らせをしておきます。 今回、紹介したスレッドミルキャンペーン中です。 5月10日まで1本買うともう1本もらえます。 実質半額でスレッドミル買うことができます。 1本目はなんか失敗するかもしれないという不安があると思います。 結構、高価な工具なのに1本折ったらどうしよう。そんな時にもう一本あると安心ですよね。 先進的な工具に挑戦してみて、1本失敗したって別に大丈夫ですよ。 もう1本ありますから。 半額で提供しておりますので。 ということで皆様是非お試しいただければと思います キャンペーン5月10日までです。 今回の動画は以上です 面白かった参考になったという方はグッドボタン、チャンネル登録どうぞよろしくお願いします ご視聴ありがとうございました
今回の動画編集担当
UCABIZ
#ねじ加工#OSG#スレッドミル
【なんとか重工へのお仕事依頼】
info@nanzyu.com
【なん重の休日】(サブチャンネル)
https://www.youtube.com/channel/UCM__kuiN6s8pJdFb8R9Ps3g
【Twitter ケロ】
【Twitter とんこつ】