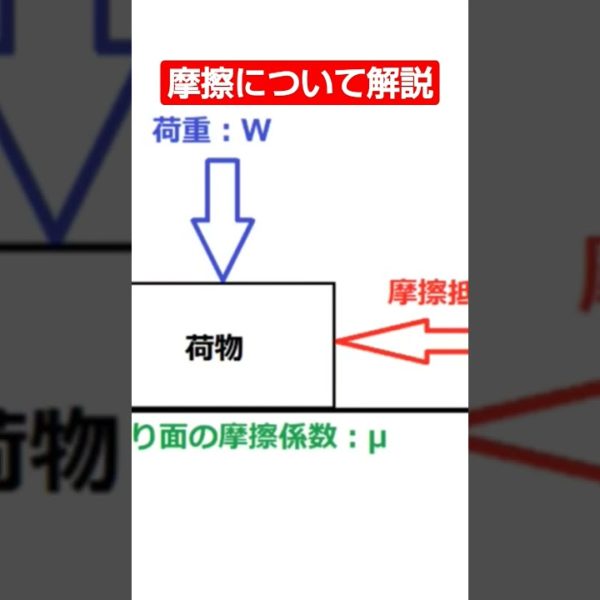
NCフライス盤、マシニングセンターなどNC機を動かす為のGコードは今日勉強したG41,42,40,以外にもたくさんのGコードがあります。一つづつ丁寧に理解していこう。
今回の工具径補正は今後の技術アップに欠かせないコードで、素早く精度を調整し精度を上げる為の微調整コードと言っても過言ではないと思います。全てをマスターし、同じ工具に複数の補正番号を使うなど裏技的な要素も含まれていますが、まずは基本をきちんと理解してから次に進もう。
【書き起こし】(2) 【G41、G42 、G40、工具径補正の基本】 ものづくりマイスター 機械加工(マシニングセンター) 岡崎光重
(00:02) はい スタイ加工 今日は mc グライスば足人センターなど g フォードプログラムを使っての of k 補正について勉強をしたいと思います 今日のお話は アップカットダウンカットが理解できている方ぐらいのお話です 悪化とダウンカードが理解できていない方は もう少し勉強してからもう一度見直していただければ良くわかると思います では今日はアップかつダウンカットが 理解できているものとしてお話を進めさせていただきます また熟練さんは 工夫してください まず最初に
(01:06) 40敗の選んだぬ 判定20と 想定させていただきます そして 実際には 異型ホセ 0-1番に20と入力します これは 機械を動かす上での一番最初の基本です まず最初によく使うダウンカット 41の方からお話をします 例外もありますが down at = g 41度 覚えてもらっても大丈夫だと思います まずスタート地点はここになります 20 g 90 x 54 y 50 ここから
(02:09) 4 u 市 x0 米-1 この時に エンドミルは 20手前で止まります そしてそのまま g 1ではい-250まで下がります そして人0 d 40 x 50 でキャンセルを行います これが一般的な 削り方の基本です ではこれと反対に アップたっ 位の42で削ってみましょう ダート地点はここになります 20 e 地球 ux 50の y が -250この知見をスタートとして 402-x
(03:18) 0 米が1 x はゼロまで 追うつもりですが 1-20が入っていますので 受け前で止まります このまま1 では伊賀50まで接着をご利用します そして 040のエッグ 凄十まで逃げるという基本の動きです これがパパッととなります アップカットとダウンカッドを上手に 使えばせていけば 方もスムーズに進むと思います お勉強になりましたか [音楽] 分からないところは何なりとコメントしてもらえればわかる範囲でお答えできると思い ます
(04:25) では 要は ここまで