スレッドミル

タップ加工は、内部ねじを切る加工方法であり、NC旋盤(Numerical Control Lathe)を用いたタップ加工は、自動で精密なねじ切り加工が可能である。以下、専門的な観点からNC旋盤加工のタップ加工について解説する。
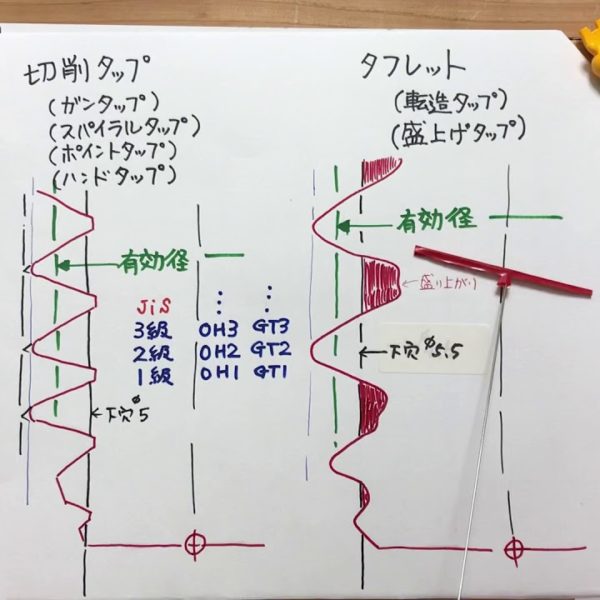
まず、タップ加工の基本要素は、ねじ山のピッチ、ねじ径、ねじの種類(メートルねじやユニファイねじなど)がある。これらの要素は、加工するねじの規格に応じて選択される。NC旋盤では、これらの情報をプログラムに入力することで、正確なねじ切り加工が実現される。
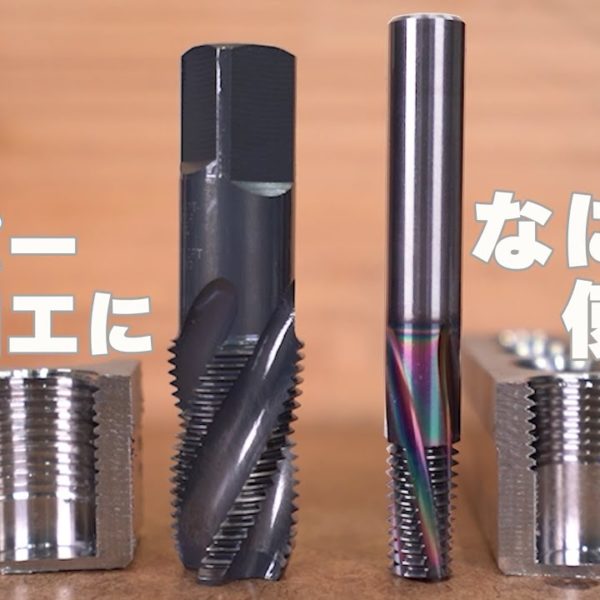
タップ加工を行う際の工具は、主に手動タップ、スパイラルタップ、ロールタップの3種類がある。NC旋盤では、特にスパイラルタップが用いられることが多い。スパイラルタップは、ねじ切り粉が螺旋状に排出される形状で、切削効率が高く、寿命が長いという特徴がある。
加工の進行に伴い、タップは加工物に対して同期的に回転し、進入する。タップが進入する速度は、旋盤の送り速度で制御され、ねじ山のピッチに合わせて調整される。この送り速度の制御が重要で、送り速度が速すぎるとねじ切り加工が不正確になり、遅すぎると工具の摩耗が早まる。
タップ加工の精度は、旋盤の制御精度や工具の精度、加工材料の状態など多くの要素に影響される。そのため、工具の選択や旋盤の設定、加工条件の最適化が重要である。また、加工前にドリルで穴あけを行う際、適切なドリル径を選択することで、ねじ切り加工の精度が向上する。
最後に、タップ加工の品質管理では、ねじの寸法やピッチ、ねじ山の形状を検査する。ねじゲージやネジマイクロメータなどの検査用具が用いられる。これにより、ねじの規格に適合した加工がNC旋盤のタップ加工では、加工条件の選択や工具交換が容易で、高い精度と効率を実現することができる。しかし、適切な加工条件や工具選択がなされないと、ねじの品質に問題が生じる可能性があるため、プログラムの設定や加工材料、工具の選択に注意が必要である。
また、適切な冷却剤の使用は、タップ加工の品質や工具寿命に大きく影響する。冷却剤は、切削熱を効果的に冷却し、摩擦を低減させることで、ねじ切り加工の精度向上や工具の寿命延長に寄与する。
さらに、加工物の取り付けや工具の固定にも注意が必要である。加工物や工具が不安定な状態で加工を行うと、ねじ切り加工の精度が低下するだけでなく、工具が折れるなどの事故が発生する可能性がある。
会員でない方は会員登録してください。