リンク式位置決めクランプ【クランプ/チャック/溶接/段取り/直動機構/直動による揺動機構/シリンダ/リンク/リニアブッシュ/からくり】 → http://jp.misumi-ec.com/ec/incadlibrary/detail/000353.html?cid=cid_jp_m_mech_20160318_8271_000353_2
その他のユニット事例はコチラ → http://jp.misumi-ec.com/ec/incadlibrary/?cid=cid_jp_m_mech_20160318_8271_000353_2
—–
仕様
目的・動作
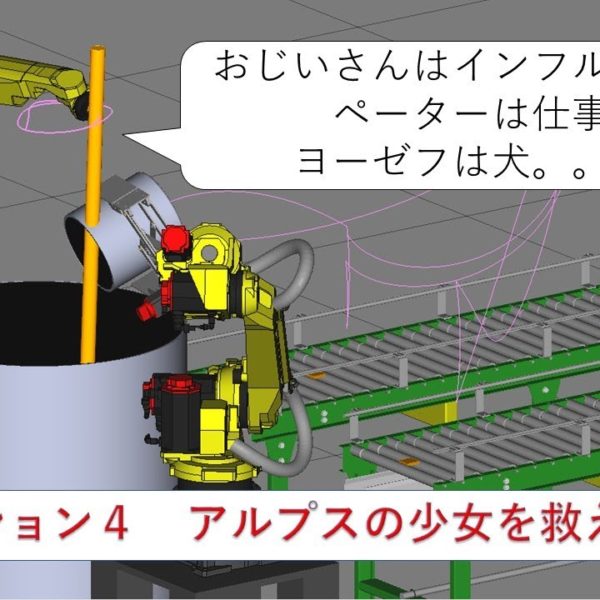
位置決めピンによりワーク位置を決定し、ワークの基準となる位置決めした穴の近傍をクランプする
ワークの投入・取出しに影響を与えないよう、クランプがリンク機構で大きく回避すると共に、位置決めピンも退避する
環境・操作性
ワーク溶接時のクランプ機構
対象ワーク
自動車ボデー部品
(画像では一部分を表現)
特徴
動作仕様・寸法
装置外形:W140×D353×H491[mm]
位置決めピン径:11.9[mm]/適用ワーク穴径:Φ12[mm]/ピン形状:ダイヤ型
クランプ部径:外径φ19[mm]/内径φ16[mm]
必要精度・荷重
ワーク位置決め精度:±0.05[mm]
主要部品の選定根拠
クランプシリンダ:ワークのクランプ、取出し時の回避の為に選定
シリンダストローク:125[mm]/チューブ内径:63[mm]
位置決めシリンダ:ワークを位置決めする為に選定
シリンダストローク:15[mm]/チューブ内径:50[mm]
設計ポイント
主要部品の計算工程
各シリンダが負荷に対して適切な推力であることを検証する
ワーククランプ力/回避
クランプシリンダー:1560[N](使用圧力0.5[MPa]時、カタログ値)
溶接作業時想定外力:干渉等がない限り、過大な外力は考えにくい
よってクランプ力は十分と判断
位置決めピン退避の力
位置決めシリンダ:F0 =825[N](使用圧力0.5[MPa]時、カタログ値:作動方向引込)
溶接後の微小変形によるワーク引張力(想定):200[N]
ピンとワークの摩擦係数(想定):0.6
ピン退避のために必要な力:Fi = 200×0.6 = 120[N]
F0 ≫ Fi により適切と判断
構造の作り込みと設計の勘所
ワーク位置決め精度±0.05[mm]、ワーク穴径φ12に合うピン径Φ11.9を選定
ワーク位置決めピンの高さ方向の位置がベース面より高くなおかつ、ストローク量は15mm程度の為、ピンとシリンダーをシャフトで繋ぎ長さを確保
ワーク高さ調整はワーク受けの下にスペーサ(シム)を入れ、調整する構造
ベースへの取付はブラケットの穴を大きくし、カラーを介したボルトで締付けることにより、位置の調整が可能な構造
ピン出入シリンダを円形支柱で支えているが、取付を安定させるため、プレートを1枚かませている
スパッタの発生があるため、適宜スパッタ対策を行う。部材の取付はスパッタ溜まりを防ぐため六角穴付ではなく、六角ボルトを使用
ワーク受けに角溝を加工しピンの出入り時にエアー抜きをしている
検索コード:#UL353
—–
チャンネル登録はコチラ → https://www.youtube.com/channel/UC90Gu4PkO9dNs-pJ3HZzXwQ?sub_confirmation=1
使用部品はコチラ → http://jp.misumi-ec.com?cid=cid_jp_m_mech_20160318_8271_000353_2
MISUMI-VONA|ミスミの総合Webカタログ|FA・金型部品、工具・消耗品などの通販・検索サイト
ハッシュタグ #inCADLibrary #UL353
- C形薄板クランプ【クランプ/チャック/溶接/段取り/直動機構/駆動源保護/シリンダ/リニアブッシュ/からく...
- 簡易手動特性検査機構【数値計測/手動ワークセット/直動機構/ばね/ハンドル/レバー/リニアブッシュ/から...