位置決め回転外観検査【コンベヤ/位置決め/クランプ/チャック/画像検査/直動機構/回転機構/シリンダ/カム/カムフォロア/モータ】 → http://jp.misumi-ec.com/ec/incadlibrary/detail/000184.html?cid=cid_jp_m_mech_20160318_8271_000184_2
その他のユニット事例はコチラ → http://jp.misumi-ec.com/ec/incadlibrary/?cid=cid_jp_m_mech_20160318_8271_000184_2
—–
仕様
目的・動作
目的
樹脂ケースの外観検査
動作
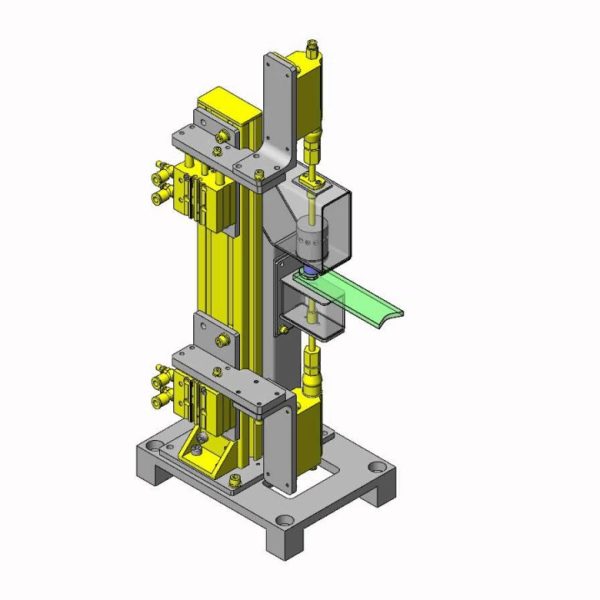
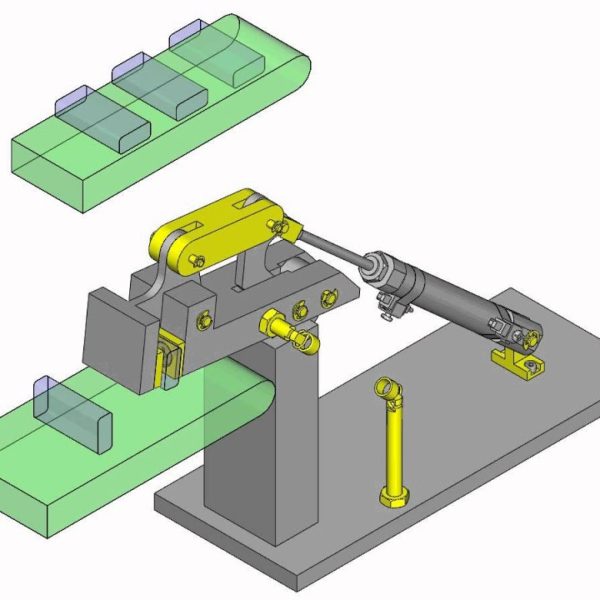
コンベヤによって検査位置まで運ばれたワークをセンサで検出し、コンベヤを止める。プッシャのウレタンローラによって駆動ローラに押し付けて位置決めを行う。位置決め後、駆動ローラを回転させ、外観検査を行う。外観検査終了後、プッシャを後退させ、コンベヤを動かして検査位置からワークを払い出す
環境・操作性
自動運転ライン
対象ワーク
パレット
形状:円筒形パレット
サイズ:φ90×H30[mm]
ワーク
形状:樹脂プレート
サイズ:W65xD8xH130[mm]
特徴
動作仕様・寸法
検査時の回転数:12[rpm]
外観サイズ:W1032xD372xH183[mm]
必要精度・荷重
位置再現性:±0.5[mm]
主要部品の選定根拠
ワークの回転数:12[rpm]より、回転数:280~2800[rpm]、減速比:i=1/100のモータ、ギヤヘッドを選定
設計ポイント
主要部品の計算工程
モータ回転数、荷重など負荷条件に対してワークの回転数・ロボシリンダの押付力・オーバーハング荷重などを検証する
ワークの回転数・ロボシリンダの押付力・オーバーハング荷重の確認
条件値:ワークの回転数N=12[rpm]、モータの回転数R=280~2800[rpm]、モータの出力T0=0.005[N・m]、
ギヤヘッドの減速比i=1/100、ギヤヘッドの許容オーバーハング荷重Q0=620[N・mm]、
モーター取付面とローラー荷重位置までの距離L=17[mm]、ロボシリンダの最大押付力Fi=44[N]、
摩擦係数μ=0.6(金属とゴム)、ワークの直径D1=90[mm]、駆動ローラの直径D2=50[mm]
ワークの直径:D1、駆動ローラの直径:D2、ワークの回転数:N・ギヤヘッドの回転数:Qとすると、
N/Q=D2/D1、よって、Q=N×(D1/D2)=12×(90/50)=21.6[rpm]
減速比:iのギヤヘッド軸の回転数:Q1=R×i より、Q1= 2.8~28[rpm]
したがって、モータの回転数は条件を満たす
減速比:iのモータトルク:T=T0×i=0.5[N・m]
モータトルクと駆動ローラのトルクは等しい為、駆動ローラ外径の力:Pとすると、
T=P×(D2/2)
よって、P=T×(2/D2)=0.5×{2/(50×10-3)}=20[N]
ロボシリンダのローラへの押付力:F=Fi×μ より、F=44×0.6=26.4[N]
F>Pより十分な押付力がある
荷重位置での許容オーバーハング荷重:Q=Q0/Lより、Q=620/17=36.5[N]
Q>Fより、オーバーハング荷重は許容範囲内である
構造の作り込みと設計の勘所
円筒形ワークの位置決めをローラ2個を押し付ける事によって行い、コンベヤの停止精度は高くする必要は無い
空圧源のない場所へ設置するため、電動シリンダを採用
技術計算リンク
ミスミコンベヤ選定サイト
検索コード:#UL184
—–
チャンネル登録はコチラ → https://www.youtube.com/channel/UC90Gu4PkO9dNs-pJ3HZzXwQ?sub_confirmation=1
使用部品はコチラ → http://jp.misumi-ec.com?cid=cid_jp_m_mech_20160318_8271_000184_2
MISUMI-VONA|ミスミの総合Webカタログ|FA・金型部品、工具・消耗品などの通販・検索サイト
ハッシュタグ #inCADLibrary #UL184