https://www.youtube.com/watch?v=NeXbOHhPLCg
今回はGコードG02、G03の使い方・R加工(円弧加工)プログラムの解説です。
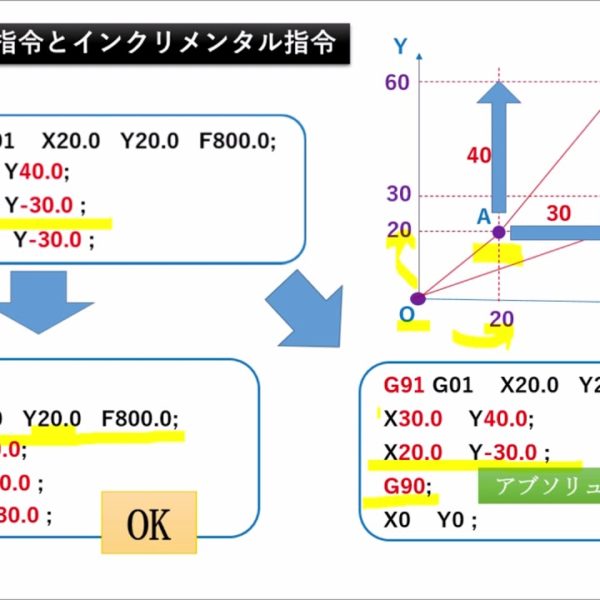
G02 G03は加工方向・刃物台の位置で変わります。
そこを理解していない人が多いので、この動画で理解して頂ければと思います。(有名なNCプログラムのサイトでも説明が見当たらなかった)
【書き起こし】
(24) 【解説】NC旋盤プログラム R加工(円弧加工) –
(00:00) ハーイやる気です今回は r 加工のチー02/03の使い方について解説していき たいとおもいます まず最初にちー02/03とは 昨日が円弧補間でを加工する際に使用する機能です 02というのが時計回りですね 時計回りのを加工する際に使用します ちー03が反時計回りの加工する際に使用します g 02/03どっちを使えばいいということなんですけど作業者と刃物の位置関係 加工する方向で決めます決め方がまず一番 作業者と刃物台の位置関係を確認します次に刃物台を動かす方向を決めます 機械の使用や加工条件をもとに決定していきます左の図を見てほしいんですけど 刃物台が多くの場合は 外径からタンメンにへくさいわ
(01:07) g 02ですねタンメンから外径に行く場合は g 03を使います 次に右の図なんですけど 刃物台が手前の場合 会計から3面に行く際は g ゼロに タンメンから外径ニック場合は g 03となります この加工に関しては加工方向によって変わってくるので勘違いしやすいところだと思い ます それではちー02203を使った プログラムについて解説していきたいとおもいます 1行目ですね大0001アーク n 03 s 1000 t 0101晴天の1000回転で工具番号が01補正番号が01です 1200 g 95 x 150 z 150 n 08早送りで毎回点を送り x 150 z 150切削用品です 一番ですね 一番が早送りで x 18までいきます
(02:13) 2番ですねイヴァンがノーズ r 補正をして z 0まで はいお送りします3番ですね ここから切削多くになります g 01 x 34までコンマ1で加工します 丸4番ですねこ g 03x 40 z -3 a さんなんですけどここは反時計 回りですね反時計回りなので ちー03を使います刃物が僕が何で端面から 外径に行く場合は g セルさんです で丸5番ですねそのまま z -15まで丸40の外形を加工します 丸六番ちーゼロに ここは時計回りなので02を使います x 46 z -18 r さんの加工して あるならばん 最後52羽で逃げて g 40 ノーズ r 補正をキャンセルしてちー00x 150まで行ってプログラム終了です 切削白は外径がコンマ込
(03:23) タンメンがコンマ1ミリになっています今回も荒瀬施策は省略しています 次に r の始点終点の求め方について解説していこうと思います まず丸3番ですね ちー01x 34 f コンマ1 まるさんば xr の視点の求め方ですね r の終点が40なのでそこから r 3の2倍の数値を引きます そうすると x が34になります 丸4番 g 03x 40 z -3 a さんですね ここは単純で タンメンですね 3年から r さんが3ミリのところまでなので単純に z はマイナスさにあります 丸五番ちー01 z -15 r の4点ですね 視点の開始は単年から18ミリのところ
(04:30) ここですね ここから r 3を引いてあげれば でます18くさんで z -15です で丸6番ですね x- r 終点 g 02x 46 z -18 r さん ここは外径の40多数 r さんかけるにを すればでますは=46で x は46 注意点なんですけど x 座標は r かけるにですね 2倍で考えていきますここに関しては面取りとそこまで変わらないので g 02/03 の使い方を町 がいなければそんなに難しくないと思います 今後も nc 旋盤プログラムについて解説予定です 高評価チャンネル登録お願いしますよかったなど一言でもコメント頂けると嬉しいです 今回はありがとうございました